El estándar de calidad definitivo para sujetadores: clasificación óptica de tuercas y tornillos
Los grandes riesgos de las piezas pequeñas
Los sujetadores mantienen unido el mundo moderno. Desde la integridad estructural del chasis de un vehículo eléctrico hasta el delicado ensamblaje de la electrónica de consumo, las tuercas, los pernos y los tornillos son los héroes anónimos de la fabricación.
Debido a que se producen en volúmenes masivos, a menudo millones de piezas por día, los proveedores de sujetadores se enfrentan a un desafío único: ¿cómo se garantiza una calidad del 100 % cuando la comprobación manual de cada pieza es matemáticamente imposible?
En industrias como la automotriz y la aeroespacial, los fabricantes de equipos originales (OEM) exigen estrictas tasas de defectos de cero PPM (partes por millón). Una sola rosca defectuosa puede atascar un brazo robótico de ensamblaje automatizado, deteniendo una línea de producción y costando al proveedor miles en devoluciones de cargo.
Para cumplir con estos exigentes estándares, los fabricantes están recurriendo a las máquinas de clasificación óptica automatizadas para inspeccionar su hardware. Exploremos cómo la tecnología de visión aborda los tres defectos más críticos de los sujetadores: daños en la rosca, grietas en la cabeza y problemas de recubrimiento.
1. Detección de roscas: precisión a altas velocidades
Un sujetador es tan bueno como su rosca. Si el paso es incorrecto o la rosca está dañada, el perno no encajará.
La comprobación de roscas tradicional requiere que un trabajador atornille manualmente una pieza en un medidor de anillo “Pasa/No pasa”. Esto es increíblemente lento y propenso a la fatiga humana. Nuestras máquinas de clasificación automatizadas reemplazan este proceso físico con metrología digital sin contacto y de alta velocidad.
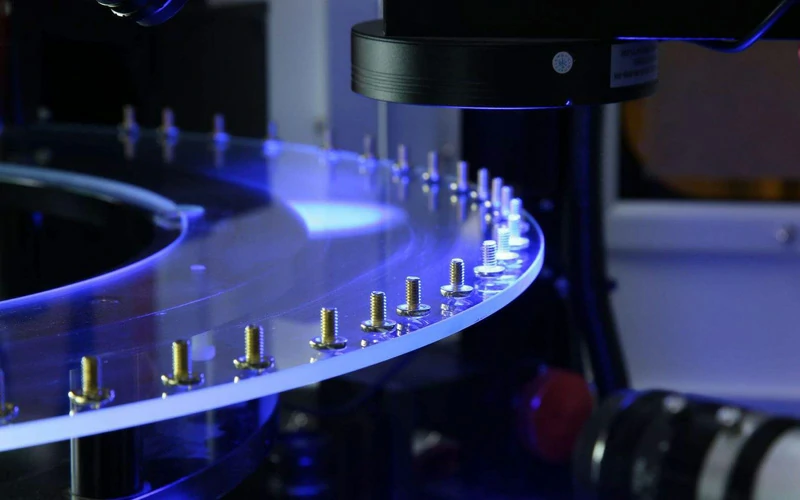
_ A medida que el perno se mueve a lo largo de la mesa de placa de vidrio de alta transparencia, las cámaras laterales montadas horizontalmente capturan una silueta de alta resolución de la pieza. El software analiza instantáneamente el perfil para verificar:
- Diámetros mayor y menor: asegurando que el perno no sea demasiado grueso o demasiado delgado.
- Paso de rosca: verificando la distancia exacta entre las roscas.
- Roscas dañadas o faltantes: detectando roscas “magulladas” causadas por volteo o colisiones durante el proceso de fabricación.
- Ángulo y descentramiento de la rosca: asegurando que la rosca haga una transición suave al vástago.
Debido a que el sistema utiliza una visión de 360 grados, puede realizar estos complejos cálculos en hasta 1000 piezas por minuto, asegurando que cada sujetador que se dirija a la línea de empaque se enrosque perfectamente.
2. Grietas en la cabeza: captura de microfracturas
La mayoría de los pernos y tornillos se fabrican mediante procesos de encabezado en frío o forja. Esta inmensa presión puede ocasionalmente causar fracturas por tensión o microgrietas en la cabeza del sujetador. Si un perno agrietado llega a un producto final, puede romperse bajo torsión, lo que lleva a una falla catastrófica.
Detectar estas grietas a simple vista es notoriamente difícil, especialmente en piezas brillantes o aceitosas.
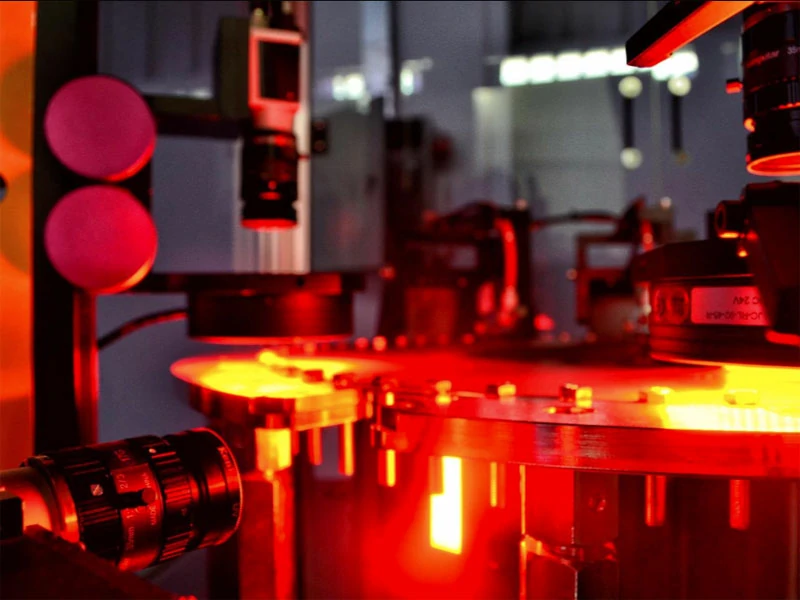
Aquí es donde brilla realmente el doble poder de la detección de defectos superficiales y la medición dimensional. Las máquinas de Openex utilizan cámaras superiores especializadas combinadas con iluminación LED de bajo ángulo o de cúpula. Esta configuración de iluminación específica proyecta sombras en cualquier grieta microscópica, haciendo que las grietas de la cabeza se destaquen como líneas nítidas y de alto contraste para el software de visión.
Además de las grietas, las cámaras superiores también inspeccionan:
- Defectos del rebaje de la unidad: asegurando que la unidad Phillips, Torx o hexagonal esté perfectamente formada y libre de rebabas metálicas.
- Diámetro y concentricidad de la cabeza: asegurando que la cabeza esté perfectamente centrada en el vástago.
3. Problemas de recubrimiento y piezas mezcladas
Después del mecanizado, los sujetadores a menudo se someten a recubrimiento, revestimiento o tratamiento térmico para proporcionar resistencia a la corrosión y resistencia. Desafortunadamente, este paso final es una fuente común de defectos.
Mediante el uso de cámaras a color de alta fidelidad, la máquina de clasificación óptica inspecciona toda la superficie de la tuerca o el perno en busca de fallas estéticas y químicas:
- Defectos de recubrimiento: identificación de recubrimiento faltante, recubrimiento desigual o manchas de óxido no deseadas.
- Material extraño: detección de manchas de aceite o virutas de metal residuales del proceso de roscado.
- Piezas mezcladas (el pecado capital): quizás la función más crítica de la clasificación por color y tamaño es evitar las piezas mezcladas. Dejar caer un solo perno M6 en un envío de pernos M8 puede provocar una parada de la línea del OEM. El clasificador óptico actúa como un cortafuegos impenetrable, asegurando una uniformidad del 100 % en el lote final.
Conclusión: asegure su cadena de suministro
Para los fabricantes de sujetadores, la calidad es su mejor vendedor. Cuando sus clientes saben que sus envíos están 100 % verificados, gana más contratos y elimina la amenaza de costosos lotes devueltos.
Al automatizar la inspección de roscas, integridad estructural y recubrimiento, una máquina de clasificación óptica no solo detecta piezas defectuosas, sino que protege su reputación y sus resultados.
¿Están sus sujetadores listos para el estándar de cero defectos?
Deje de depender de las pruebas de muestra. Tome el control de todo su volumen de producción con tecnología de visión automatizada. Póngase en contacto con Openex Automation hoy mismo para solicitar una evaluación de muestra gratuita y permítanos demostrarle cómo nuestras máquinas pueden transformar su proceso de control de calidad.